
El corte por láser es una técnica versátil y ampliamente utilizada en diversas industrias. La selección del gas adecuado a utilizar, es un factor crítico para lograr resultados óptimos de corte por láser. Ya sea que trabaje con acero al carbono, acero inoxidable, aluminio o latón; el gas adecuado puede afectar significativamente la calidad, la velocidad y la eficiencia general del corte.
Vamos a analizar los tres gases auxiliares más comunes (aire, oxígeno y nitrógeno) detallando sus ventajas, sus mejores aplicaciones y consejos para resolver problemas. Desde prevenir rebabas en acero inoxidable hasta garantizar cortes suaves en acero al carbono grueso. Descubra cómo el gas auxiliar adecuado puede llevar sus proyectos de corte por láser al siguiente nivel.
Aire Comprimido
El aire comprimido es versátil y se puede utilizar en diversos materiales, lo que lo convierte en una opción flexible para diferentes proyectos sin necesidad de cambiar de gas. El aire está fácilmente disponible y no requiere almacenamiento en tanques presurizados. Si bien no es tan preciso como el nitrógeno, aún proporciona una calidad de corte decente para diversos materiales, especialmente metales delgados como el acero inoxidable, el acero al carbono y el aluminio.
Oxígeno
En cuanto al corte de acero, el oxígeno es el gas preferido para ayudar a realizar el trabajo. El corte por láser con oxígeno crea una reacción exotérmica, quemando el material, mientras que el calor y la luz crean energía adicional. Debido a la naturaleza del corte por láser, se debe administrar una cantidad adecuada de energía para garantizar que se necesite más quemado para generar un corte suficiente. Debido a que el oxígeno realiza el 60 por ciento del trabajo en apoyo del láser, la velocidad de corte se reduce, especialmente cuando se utiliza en piezas de acero más delgadas.
Nitrógeno
El nitrógeno a alta presión se utiliza más comúnmente para cortar acero inoxidable y aluminio, sin importar el espesor. Para estos materiales se prefiere el gas inerte porque corta sin provocar oxidación, lo que conduce a la oxidación. Como gas protector, el nitrógeno detiene el proceso de combustión y, en lugar de ello, vaporiza el material para lograr un corte limpio utilizando altas presiones. Es el gas auxiliar preferido para la mayoría de las aplicaciones en el mercado del corte por láser.

Elegir el gas de asistencia adecuado para diferentes materiales es sólo el primer paso.
Cada gas ofrece una ventaja única basada en el espesor del material, lo que ayuda a equilibrar la velocidad de corte, la calidad y el costo.
Todavía hay factores que debes considerar. En la siguiente parte analizaremos cómo seleccionar el gas auxiliar según espesor, costo y calidad.
Espesor
Al seleccionar un gas auxiliar para el corte por láser, el espesor del material es un factor clave.
- El aire comprimido es ideal para materiales finos a medianos (aproximadamente 6 mm), y ofrece una solución rentable pero con una calidad de borde moderada, lo que lo hace adecuado para aplicaciones no críticas.
- El oxígeno es la mejor opción para cortar acero al carbono más grueso (6 mm y más) debido a su reacción exotérmica, que aumenta la velocidad de corte, aunque puede provocar bordes ásperos y oxidados.
- El nitrógeno, por otro lado, funciona bien tanto para materiales delgados como gruesos, particularmente acero inoxidable y aluminio, proporcionando bordes limpios y libres de oxidación, aunque a un costo mayor, especialmente para materiales más gruesos.
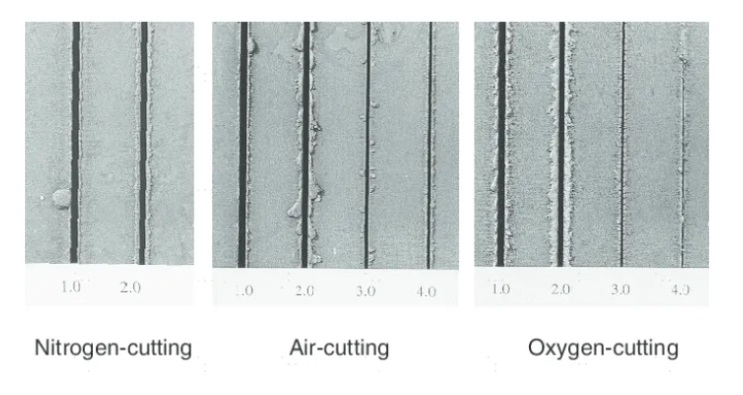
Calidad
Durante el corte asistido por oxígeno, la reacción química aumenta a medida que aumentan la presión del gas y el caudal. Esto conduce a un aumento de calor en la pieza de trabajo, lo que aumenta la fusión de los bordes y la formación de óxidos en los bordes cortados, ennegreciendo la superficie de la pieza de trabajo, lo que resulta en la necesidad de limpiar la pieza de trabajo.
Aunque el corte con aire es más rápido que el oxígeno, el contenido de oxígeno del aire comprimido, que es aproximadamente del 20%, hace que el corte con aire sea igualmente susceptible a ennegrecer parcialmente la pieza de trabajo. Las superficies cortadas con aire también pueden producir rebabas, lo que puede requerir mecanizado secundario.
Por lo tanto, cuando desee garantizar la calidad, el nitrógeno es su mejor opción. El nitrógeno produce la mejor calidad de bordes a un precio económico en la mayoría de las aplicaciones de aluminio, acero dulce, acero galvanizado y acero automotriz de acero inoxidable ultra alto. Al cortar con nitrógeno como gas auxiliar, el nitrógeno crea una atmósfera protectora alrededor del metal fundido, evitando que el material se oxide y evitando la formación de películas de óxido para un corte libre de oxidación.
Costo
El aire comprimido ofrece una importante ventaja de costes en el corte por láser debido a su disponibilidad y bajo coste en comparación con gases especializados como el oxígeno y el nitrógeno. Se puede generar in situ utilizando compresores de aire estándar, lo que elimina la necesidad de comprar, almacenar y manipular cilindros de gas, lo que reduce los gastos operativos generales. Las instalaciones que utilizan aire comprimido también se benefician de una inversión inicial más baja, ya que evitan los costos asociados con los sistemas de gas especializados. En resumen, el aire comprimido es la opción más económica para el corte por láser y ofrece los costos operativos más bajos, particularmente para materiales de espesor fino a medio, aunque con una contrapartida en la calidad del borde.
| Tipo de gas | Reacciona | Velocidad | Precio | Uso recomendado |
| Aire comprimido | Si | *** | $ | Espesores finos |
| Oxígeno | Si | * | $$ | Acero carbono |
| Nitrógeno | No | ** | $$$ | Acabados alta calidad |
Soluciones a problemas comunes:
- Cómo mejorar el corte de acero al carbono grueso cortando con oxígeno:
- Aumente el enfoque al menos +15mm para lograr cortes más suaves.
- Aumente la altura de la boquillaalrededore de 1.4mm, para reducir ranuras (tenga en cuenta que puede aumentar la conicidad del corte).
- Evitar la escoria inferior cortando 45mm de acero al carbono:
- Dismuir velocidad de corte.
- Bajar el punto focal y aumentar la presión del gas para aumentar la reacción de oxidación óptima y reducir las ranuras y escoria,.
- Evitar rebabas cortando acero inoxidable con nitrógeno:
- Bajar el punto focal
- Aumentar el diámetro de la boquillas
- Reducir el ciclo de trabajo
- Prevenir las superficies ennegrecidas en acero inoxidable:
- Aumentar la velocidad de corte, olas velocidades rápidas evitarán la exposición prolongada del aire y reducirán ennegrecimiento.
- Escoria en suspensión se adhiere a la superficie cuando corto con nitrógeno o aire comprimido:
- Aumentar el punto focal
- Reducir la presión del gas.
- Evitar escoria endurecida al cortar acero al carbono con aire o nitrógeno:
- Bajar el punto focal
- Aumenar la velocidad de corte, las velocidades rápidas pueden evitar la acumulación de escoria.
- Utilizar un diámetro de boquilla máquina pequeño, lo que ayuda a lograr cortes más finos con menos escoria.