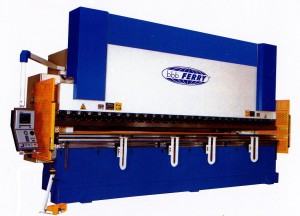
Plegadora electrónica Loire PHSE-250/40/31 de 4100x250t sincronizada a 4 ejes con mesa de compensación wila.

Características técnicas:
- Fuerza máxima, regulable: Tm. 250
- Fuerza de retorno: Tm 32
- Longitud de plegado: mm 4.050
- Paso entre montante: mm 2.600
- Cuello de cisne: mm 500
- Anchura de la mesa: mm 110
- Velocidades:
- Aproximación: mm/seg 90
- Trabajo: mm/seg 8
- Retorno: mmseg 60
- Potencia motor: KW 18,5
Detalles de fabricación:
Bastidor
El bastidor está formado por dos chapas de acero de construcción E-284 en forma de cuello de cisne, estabilizadas antes del mecanizado, unidas solidariamente una con la otra por medio del depósito, que hace de separador en la parte superior y por la parte inferior, mediante la chapa inferior de la mesa, unida a los laterales por medio de tornillos y descansando sobre dos soportes semi-cilíndricos adosados a los mismos.
Este conjunto sólidamente unido, forma un Bastidor rígido y estable minimizando las deformaciones y permitiendo un plegado racional y ágil de chapas de gran precisión según sus dimensiones.
El coeficiente de trabajo tomado para el material de las principales piezas es muy bajo con el fin de evitar deformaciones incompatibles con el trabajo exigido a la máquina.
Porta Punzón:
El porta punzón constituido por una pieza de acero de construcción E-284, recibe la fuerza de los cilindros solidarios. A él se sujetan los punzones que deben plegar el material que se coloque sobre la mesa de la plegadora. El porta-punzón está ampliamente guiado sobre el bastidor por medio de deslizaderas y contradeslizaderas, provistas de un dispositivo de regulación del juego lateral, permitiendo una alineación perfecta del porta punzón en su plano de trabajo.
Sincronización electrónica
El sistema de sincronización está asegurado por el empleo de un sistema de medida de alta precisión (captadores lineales) de los soportes laterales de medición incremental con compensación de la flexión elástica asegurando un sincronismo optimo, una compensación precisa y una máxima repetibilidad. La precisión de posicionamiento vertical garantiza una tolerancia de ± 0,01 mm.
Bombeo de mesa Wila CVB
Las variaciones angulares en un producto plegado ocasionado por deformación del porta punzón o la mesa puede ser rápidamente compensado con la ayuda de una mesa de bombeo de “Ajuste rápido”, tipo CVB, desarrollado por WILA.
Esta operación se consigue mediante desplazamientos de cuñas de precisión gestionadas por CNC. Esto significa que la flexión es compensada en todo momento a lo largo de toda la longitud de la máquina.
El ajuste debe ser elegido plegado a plegado en base a una serie de condiciones, tales como espesor, longitud de plegado y la presión requerida en plegadoras convencionales. El diagrama suministrado por WILA debe ser usado en este sentido. El propio programa del CNC instalado en la plegadora lo ejecuta automáticamente.
El CVB ha sido diseñado para eliminar las deformaciones de las plegadoras nuevas o usadas.
Desde su construcción con pares individuales de cuñas, cada 150 mm. de longitud, esta versión del bombeo de WILA puede ser fabricado en prácticamente longitudes ilimitadas, anchuras y alturas. También existen ilimitadas posibilidades en la manera de amarrar los utillajes. A nivel de información, WILA ha construido sistemas CVB hasta 17.000 mm. de longitud para unas plegadoras en tandem de 3.500 Tm.
Cilindros
Los cilindros hidráulicos que efectúan la maniobra de presión sobre el Porta-Punzón están fijados en la parte superior del Bastidor (laterales); son de doble efecto y están mecanizados, rectificados y cromados.
Los cilindros y los pistones de los mismos son de acero forjado y su deslizamiento se efectúa sobre casquillos de P.T.F. que constituyen las guías del vástago y de la cabeza del pistón.
La estanqueidad se consigue por medio de juntas especiales para aceite hidráulico a alta presión de apriete y ajuste automático.
Equipo hidráulico
Todo el conjunto de elementos hidráulicos de alimentación y de distribución están agrupados sobre el depósito. Esta disposición limita al máximo los tubos exteriores y por consiguiente minimiza las eventuales perdidas de aceite.
El bloque hidráulico junto con la bomba de engranajes garantiza mediante válvulas proporcionales el sincronismo total entre los cilindros.
La presión de trabajo está gestionada por el CNC, compensando la fuerza necesaria en función del trabajo requerido, lo que ofrece al usuario la conmutación de los ciclos de trabajo sin paradas intermedias.
Equipo eléctrico
El armario eléctrico comprende todos los elementos eléctricos para el comando de la instalación, respetando la última normativa en cuanto a seguridad.
En su parte delantera se sitúa el panel de mandos principal, que incluye los pulsadores y selectores necesarios para el funcionamiento del sistema (*)
(*) El control numérico se monta en un brazo giratorio otorgando fácil acceso al operario. Desde él se controlan todos los parámetros de la máquina. El mando se realiza desde puestos bimanuales (obligatorios) unidos al armario por una conexión flexible, permitiendo al operador desplazarse a la posición más segura y conveniente para la utilización de la máquina.
Cybelec DNC 80